
Descrizione
Le macchine di classe TF-OR/Cn sono delle veloci, semplici e precise FORATRICI ORIZZONTALI superiori “punto-punto”, con introduzione e traslazione longitudinale del pannello, utilizzabili maggiormente in modalità in linea che in modo stand-alone.

Disponibili nelle versioni con soli gruppi di foratura orizzontale (TF42/Cn) o con l’abbinamento a gruppi d’inserimento per “spine in legno” (TF42-OR.I/Cn).
Sono caratterizzate dall’esclusivo sistema d’avanzamento e posizionamento del pannello lungo l’asse X che prevede in ogni una delle “stazioni di lavoro” l’utilizzo abbinato di una speciale cinghia posta automaticamente in base alla larghezza a contatto con il bordo longitudinale del pannello ed un sensore/tastatore posizionato sul punto di “arresto” del pezzo.
L’uso abbinato di questi due sistemi assicura un corretto posizionamento del pezzo durante la sua lavorazione.
Opportunamente programmata la TF-OR/Cn esegue: forature orizzontali sui lati di testa e coda del pannello e se configurata anche l’inserimento delle “spine di legno”.
La particolarità di questa macchina foratrice-spinatrice orizzontale è la capacità di utilizzare i gruppi di foratura e spinatura contemporaneamente nelle sue due “stazioni di lavoro”, con grande vantaggio perciò che concerne la capacità produttiva della macchina. Qualora programmato il pannello potrà essere lavorato solamente in uno dei due settori, potrà altresì essere lavorato in modo diverso nelle due stazioni di foratura mediante ciclo alternato.
Le lavorazioni possono essere eseguite su pannelli con dimensioni massima di lunghezza di 3000 mm. e minima di 300 mm.; larghezza massima fino a 1200 mm. e minima di 120 mm.; spessore massimo fino a 50 mm. e minimo di 12 mm.
La macchina ha una struttura monolitica in lamiera e tubolari d’acciaio elettrosaldati ad alto spessore.
Per la programmazione e l’interfaccia uomo-macchina si utilizza un PC in ambiente operativo Windows collegato al controllo numerico mod. ALBATROS-TPA che controlla i 6 assi della macchina.
Per la programmazione della macchina da parte dell’operatore viene utilizzato il software Tpa-Ed32, un potente editor con caratteristiche “userfrendley” basato sull’uso di icone ed aiuti grafici che acconsentono ad un semplice uso ed interpretazione.
L’operatore, semplicemente agendo dalla plancia di automatico potrà richiamare dall’archivio di memoria locale o da posizione remota sia “singoli programmi” che “liste di lavoro”, o qualora richiesto leggere manualmente od in automatico mediante scanner eventuali etichette contenenti specifici “codici a barra” così da ottenere un accodamento logico e sequenziale dei part-program che si vogliono fare eseguire.
La macchina risulta suddivisa nei seguenti 3 settori:

1° Settore – Carico
Consiste in un banco di alimentazione utilizzato per la movimentazione dei pannelli durante le fasi di carico della macchina. Il banco e dotato di rulli dritti rivestiti in PVC aventi motorizzazione gestita da inverter con possibilità di regolare automaticamente la velocità di traslazione del pannello.
Successivamente il pannello da lavorare traslerà verso la prima stazione di foratura. La struttura macchina in questa aerea è formata da un piano a rulli folli rivestiti in PVC.
La movimentazione ed il posizionamento finale del pannello avviene mediante l’utilizzo abbinato di un carro porta cinghia che si posiziona in funzione della larghezza del pannello da lavorare, sul quale risulta montato il relativo cinematismo per la gestione della cinghia di trasporto del pannello.
All’estremità della stazione di lavoro si trova il riferimento di arresto punto zero, utilizzato per il posizionamento del pannello.
La macchina in quest’area è dotata di un sistema di bloccaggio del pannello, formato da una serie di pressori verticali.

2° Settore – Corpo macchina
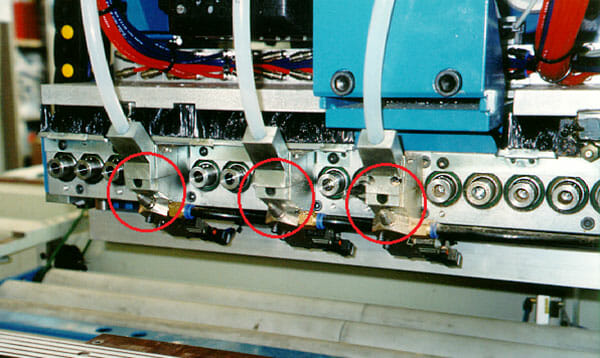
La parte centrale consiste in una struttura monolitica in lamiera elettro saldata dove sono alloggiati i gruppi orizzontali contrapposti utilizzati per la foratura, denominati TESTA-1 e TESTA-2.

I due gruppi di foratura previsti utilizzano un totale di 21 mandrini cad. indipendenti posti ad interasse 32 mm.
Questa configurazione risulta essere ottimale, così da coprire tutte le diverse esigenze di interasse tra la foratura multipla orizzontale in interasse 32 mm.
La profondità e la velocità di foratura (penetrazione nel pannello) così come l’eventuale profondità d’inserimento delle spine, vengono pre-settate manualmente mediante utilizzo di appositi comandi dotati di indici meccanici di posizione.
Nella versione standard sono previsti due “presettaggi” richiamabili durante il ciclo automatico in base al programma posto in lavorazione.
La macchina a richiesta può essere dotata di gruppi dedicati all’inserimento di “spine di legno.
I gruppi d’inserimento delle “spine di legno” risultano integrati nel monoblocco di foratura orizzontale e vanno pertanto a sostituiti i relativi mandrini orizzontali.



Ai gruppi d’inserimento delle spine, vengono abbinati i sistemi di distribuzione delle “spine in legno”, costituiti da vibratori circolari su base vibrante.
Ogni ad ogni “inseritore” di spine è abbinato un iniettore per colla vinilica che risulta collegato ad un opportuno impianto automatico per la distribuzione della colla vinilica.

3° Settore – Scarico
Consiste in un banco di scarico/transito utilizzato per la movimentazione dei pannelli durante le fasi di posizionamento nella seconda stazione di foratura e successivo scarico a fine lavorazione. Il banco e dotato di rulli dritti rivestiti in PVC aventi motorizzazione gestita da inverter con possibilità di regolare automaticamente la velocità di traslazione del pannello.
La struttura macchina in questa area risulta formata da un piano a rulli folli, rivestiti in PVC.
La movimentazione ed il posizionamento finale dei pannelli avviene mediante l’utilizzo abbinato di un secondo carro porta cinghia che si posiziona in funzione della larghezza del pannello da lavorare, sul quale risulta montato il relativo cinematismo per la gestione della seconda cinghia di trasporto del pannello.
All’estremità della seconda stazione di lavoro si trova il riferimento di arresto punto zero, utilizzato per il posizionamento del pannello. La macchina in quest’area è dotata di un sistema di bloccaggio del pannello, formato da una serie di pressori verticali.
La macchina è dotata di una protezione di sicurezza perimetrale in rete metallica dotata di cancelli a battente con micro interruttori di sicurezza (CE).
RICHIEDI INFORMAZIONI
Compila il modulo sottostante per richiedere maggiori informazioni